|
|
|

|
|
|
Аналитика - Электрические сети
Как делают трансформаторы17.07.14 08:56
 EnergyLand.info удалось побывать в цехах ОАО «Свердловский завод трансформаторов тока» (г. Екатеринбург) и посмотреть, как выглядит производство изнутри. EnergyLand.info удалось побывать в цехах ОАО «Свердловский завод трансформаторов тока» (г. Екатеринбург) и посмотреть, как выглядит производство изнутри.
С 1950-х гг. ОАО «СЗТТ» выпускает измерительные трансформаторы с литой изоляцией и завод известен на российском рынке в первую очередь именно этой продукцией. Однако сегодня номенклатура предприятия существенно шире — оно производит силовые трансформаторы, трансформаторы для специальных применений, распределительные устройства. И наше знакомство с заводом началось с цеха по производству силовых трехфазных сухих трансформаторов серии ТЛС на напряжение 6-10 кВ.
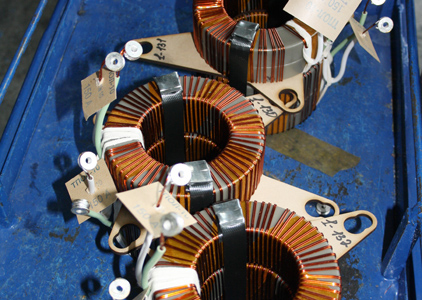
Один из основных элементов трансформатора — ферромагнитный сердечник. Как правило, для его изготовления используется электротехническая сталь, которую поставляют металлургические заводы в виде ленты, свернутой в рулоны. На отдельной промплощадке, куда выведен подготовительный этап производства, эту сталь режут и наматывают магнитопровод. Уже в катушке сталь отжигают, чтобы добиться требуемых магнитных свойств. Здесь же проводят первые испытания на соответствие и отправляют заготовку к месту основной сборки трансформатора.
На следующем этапе стальную катушку на специальных станках покрывают медной проволокой. Это называется «вмотка» (не путать с «намоткой»!). В конструкцию добавляют необходимые провода и другие элементы. Сборка происходит вручную — другого способа ни в России, ни за рубежом пока не придумано. Теперь необходимы новые испытания (для измерительных трансформаторов это будут испытания на класс точности). Прошедший проверку элемент погружают в пластмассовый корпус — теперь он готов к тому, чтобы отправиться на заливочную линию.
Заливают трансформаторы специально приготовленным компаундом на основе эпоксидной смолы, но посмотреть на этот процесс невозможно, потому что заготовки по конвейеру уходят в глубины печи. Сначала форма прогревается в печи в течение восьми часов, и только потом при температуре 132±1°С происходит заливка, а затем в течение еще восьми часов идет полимеризация, или, другими словами, остывание изоляционного покрытия.
Облаченные в литой корпус элементы силового трансформатора поступают на автоматизированную испытательную линию, где система распознает их по заранее нанесенному штрих-коду и соответственно заданным параметрам выстраивает программу испытаний. Такая автоматизированная система испытаний, исключающая ошибки человеческого фактора, была внедрена на предприятии около пяти лет назад и стала серьезным подспорьем в работе ОТК.
Только после всех проверок литые элементы отправляются на финальную сборку, где компонуются на остове, выполненном из электротехнической стали. Здесь уже можно увидеть привычный взгляду трехфазный силовой трансформатор.
В описанной схеме остались за кадром практически все элементы подготовительного этапа производства. А между тем, они имеют огромное значение с точки зрения качества конечного продукта. Как пояснил Анатолий Бредгауэр, заместитель начальника отдела маркетинга ОАО «СЗТТ», на заводе стараются максимум операций производственного цикла выполнять своими силами. Чтобы это стало возможным, предприятию пришлось провести глобальную модернизацию производственных мощностей. На сегодняшний день они на 70 % состоят из импортного оборудования. Это заливочные линии, оборудование для раскроя металла. Для участка по производству заливочных форм было приобретено 12 обрабатывающих центров с ЧПУ. Также СЗТТ имеет собственное производство пластмасс.
В отрасли часто говорят о том, что сегодня в нашей стране сложно найти место для проведения испытаний электротехнической продукции. На предприятии решили эту проблему, создав собственный центр для испытаний и сертификации высоковольтного оборудования. Тем не менее, для проведения некоторых испытаний, все же приходится обращаться в центры Москвы и Санкт-Петербурга. В первую очередь это касается нового, не имеющего аналогов продукта — трансформатора 110 кВ с литой изоляцией. Один из таких высоковольтных аппаратов, созданных СЗТТ уже находится в опытной эксплуатации на Первоуральском новотрубном заводе. Однако инженеры параллельно продолжают работать над совершенствованием конструкции, стараясь снизить вес изделия.
В завершении экскурсии мы попадаем в цех, где создаются шинные и опорные трансформаторы тока на класс напряжения 0,4 кВ. ТОП и ТШП, как и их высоковольтные собратья, начинаются с намотки магнитопровода. А вот литая изоляция здесь не нужна: трансформаторы упаковывают в корпуса, яркий пластик которых — зеленый, желтый и красный по маркировке фаз — создает ощущение, что ты оказался в цехе детских игрушек. Однако на самом деле тут все не менее серьезно, чем на остальном производстве. Трехступенчатая система контроля позволяет предприятию быть уверенным в качестве и давать на данный продукт восьмилетнюю гарантию. Интересно, что по завершению испытаний система автоматически распечатывает паспорт на каждый аппарат. После упаковки он готов отправляться к потребителю.
Екатерина Зубкова
Фото автора
На заставке: цех по производству трансформаторов ТЛС
(С) Медиапортал сообщества ТЭК www.EnergyLand.info
|
|
|
О проекте
Размещение рекламы на портале
Баннеры и логотипы "Energyland.info" |
|